
1. Drying of nylon PA66
Vacuum drying: temperature ℃ 95-105 time 6-8 hours
Hot air drying: temperature ℃ 90-100 time about 4 hours.
Crystallinity: Except for transparent nylon, most nylons are crystalline polymers with high crystallinity. The tensile strength, wear resistance, hardness, lubricity and other properties of the products are improved, and the thermal expansion coefficient and water absorption tend to decrease, but it is not conducive to transparency and impact resistance. Mold temperature has a great influence on crystallization. The higher the mold temperature, the higher the crystallinity. The lower the mold temperature, the lower the crystallinity.
Shrinkage: Similar to other crystalline plastics, nylon resin has a large shrinkage problem. Generally, the shrinkage of nylon is most related to crystallization. When the product has a high degree of crystallinity, the shrinkage of the product will also increase. Lowering the mold temperature, increasing the injection pressure, and lowering the material temperature during the molding process will reduce the shrinkage, but the internal stress of the product will increase and it will be easy to deform. PA66 shrinkage is 1.5-2%Molding equipment: When molding nylon, pay attention to preventing the "casting phenomenon of the nozzle", so self-locking nozzles are generally used for the processing of nylon materials.
2. Products and molds
- 1. The wall thickness of the product The flow length ratio of nylon is between 150-200. The wall thickness of nylon products is not less than 0.8mm and is generally selected between 1-3.2mm. In addition, the shrinkage of the product is related to the wall thickness of the product. The thicker the wall thickness, the greater the shrinkage.
- 2. Exhaust The overflow value of nylon resin is about 0.03mm, so the exhaust hole groove should be controlled below 0.025.
- 3. Mold temperature: Molds with thin walls that are difficult to mold or that require high crystallinity are heated and controlled. Cold water is generally used to control the temperature if the product requires a certain degree of flexibility.
3. Nylon molding processBarrel temperature
Because nylon is a crystalline polymer, it has a significant melting point. The barrel temperature selected for nylon resin during injection molding is related to the performance of the resin itself, the equipment, and the shape of the product. Nylon 66 is 260°C. Due to the poor thermal stability of nylon, it is not suitable to stay in the barrel at high temperature for a long time to avoid discoloration and yellowing of the material. At the same time, due to the good fluidity of nylon, it flows rapidly after the temperature exceeds its melting point.
Injection pressure
The viscosity of nylon melt is low and the fluidity is good, but the condensation speed is fast. It is easy to have insufficient problems on products with complex shapes and thin walls, so a higher injection pressure is still required. Usually, if the pressure is too high, the product will have overflow problems; if the pressure is too low, the product will have defects such as ripples, bubbles, obvious sintering marks or insufficient products. The injection pressure of most nylon varieties does not exceed 120MPA. Generally, it is selected within the range of 60-100MPA to meet the requirements of most products. As long as the product does not have defects such as bubbles and dents, it is generally not desirable to use a higher holding pressure to avoid increasing the internal stress of the product. Injection speed For nylon, the injection speed is faster, which can prevent ripples and insufficient mold filling caused by too fast cooling speed. The fast injection speed does not have a significant effect on the performance of the product.
Mold temperature
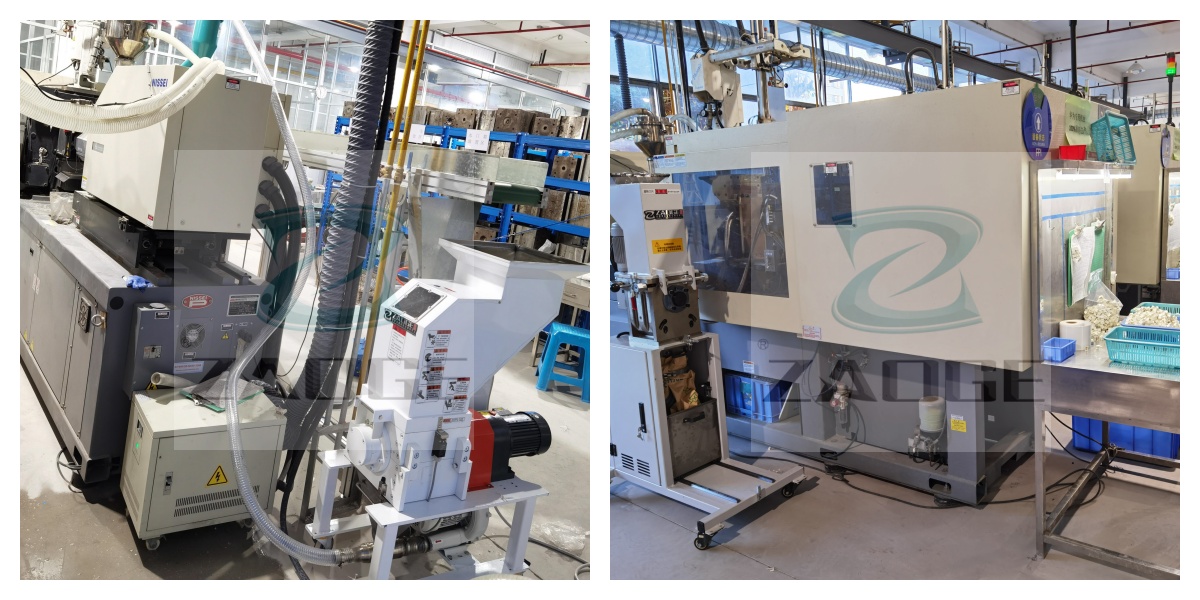
Mold temperature has a certain influence on crystallinity and molding shrinkage. High mold temperature has high crystallinity, increased wear resistance, hardness, elastic modulus, decreased water absorption, and increased molding shrinkage of the product; low mold temperature has low crystallinity, good toughness, and high elongation.Injection molding workshops produce sprues and runners every day, so how can we simply and effectively recycle the sprues and runners produced by injection molding machines? Leave it to ZAOGE environmental protection and material-saving supporting device (plastic crusher) for injection molding machines.It is a real-time hot grinded and recycled system which is specifically designed to crush high-temperature scrap sprues and runners.Clean and dry crushed particles are immediately returned to the production line to immediately produce Injection molded parts products.Clean and dry cruhsed particles are converted to high-quality raw materials for use instead of downgrading.It saves raw material and money and allows for better price control.
screenless slow speed ganulator
Media Contact
Company Name: ZAOGE Intelligent
Email: Send Email
Phone: +86-769-85983500
Country: China
Website: https://www.zaogecn.com/




